企业特殊行业经营资质信息公示
企业特殊行业经营资质信息公示








东巨立方氮化硼球头磨棒主要涉及加工五金机械零部件,如轴加工零件,不锈钢零件,电脑车床件,飞机零部件,铝合金零部件,器械零件,电力仪表零件等等精细部件,选用的原料如工业不锈钢,2040铬钢,Gr15轴承钢,工具钢,模具钢,前期大都会做调质处理,热处理或者是氮化处理提高零件表面的硬度,一般硬度会再HRC30-HRC75度之间。
经过前期处理后零件,会在CNC加工中心上用各种数控刀头加工成各种不同的形状,然后精度加工到位符合成品图纸要求。精细零部件用数控刀加工成型后,零件表面会有深浅不一的刀纹,这是磨具加工无法避免的问题,很难符合高光洁度的要求。这时候就需要再进行一道磨加工工序。普通的磨头工具加工高硬度的零件效果不是很理想,因为零件表面硬度过高,如刚玉,碳化硅类磨头形状变形损耗快,尺寸把握不准。用细粒度电镀CBN磨头来加工就非常适合,类似刀头形状把CBN磨头做成球体,根据工件光洁度要求,用400目,600目或者800目甚至更细的粒度电镀在球体上,在加工中心程序不变的情况下,顺着刀纹的方向进行抛磨加工,一边磨一边需要加油性的切削液,进刀量每次0.01毫米以下,走刀速度可根据自己情况设置。抛磨后光洁度可以达到Ra0.4,Ra0.2,Ra0.1以及Ra0.1以下。
品牌:东巨
型号:电镀结合剂
材质:立方氮化硼
类别:球形磨头
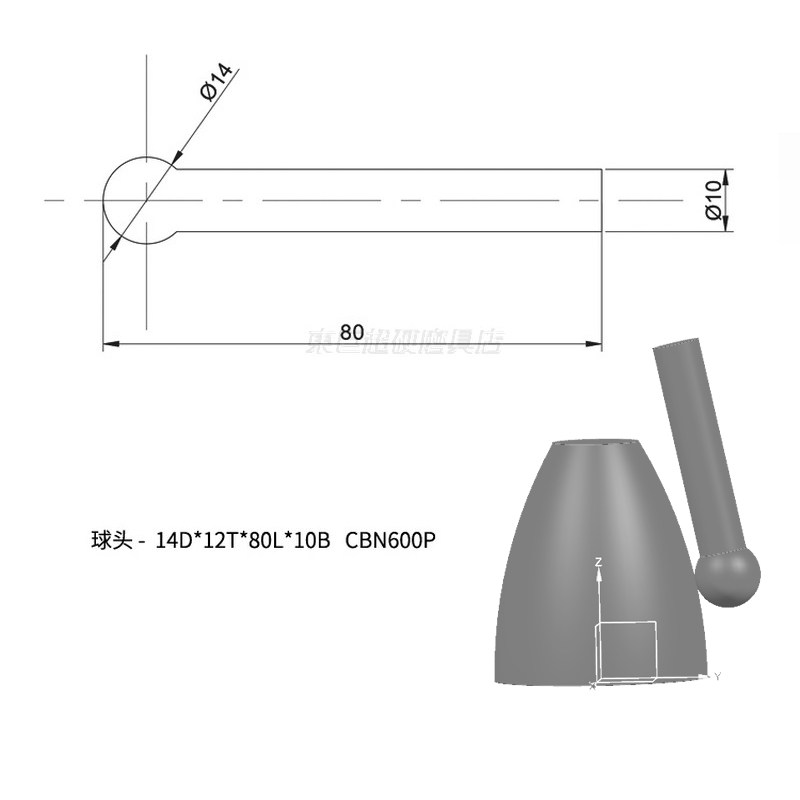
规格:14D*12T*80L*10B*7.0R CBN600P
是否定制:是
是否进口:是
产地:东莞
功能用途:45号钢凹槽成型研磨
长度:80mm
重量:300g
磨头直径:14mm
柄径:10mm
磨头长度:12mm
半径:R7.0
总长:80mm
粒度:600目
适用设备:DMG五轴加工中心
转速:8000r/min
同轴度:0.005
公差:±0.02
进刀量:0.002
标准的球体除了电镀氮化硼磨料,也可以电镀金刚石磨料,根据磨削对象的不同来选择。一般磨高硬度钢件的选择CBN电镀磨头,磨工程塑料,粉末冶金,硬质合金(钨钢)等非金属材料的选择金刚石电镀磨头,粗粒度从40目-320目,细粒度从400目至1000目供选择,10支起订,欢迎新老客户来电来图洽谈业务。