




 企业特殊行业经营资质信息公示
企业特殊行业经营资质信息公示



数控机床的导轨滑块必须具备高导向精度、高移动灵活度、低速运动时的平稳性和抗震性等多重要求。作为机床重要的组成部分,导轨滑块是批量生产的精细部件,必须确保其精度和尺寸等要求。为此,许多制造商采用立方氮化硼砂轮磨削技术,以确保导轨滑块的高质量制造和性能表现。
磨导轨是加工过程中至关重要的一步,因此选择正确的砂轮是非常重要的。根据导轨的材料,我们可以采用不同的砂轮以达到较好磨削效果。
对于一般的导轨材料,如GCr15、G20CrMo或碳素钢型材,我们可以使用高硬磨料的砂轮,例如立方氮化硼砂轮。这种砂轮硬度仅次于金刚石,耐造性和导电性良好,发热量小,主要适用于磨削难加工材料,如轴承钢、不锈钢和高合金钢等。
在选择砂轮磨料粒度时,由于导轨一般采用精磨,余量较小,要求粗糙度值较低,因此可选取较细磨粒的砂轮。而在砂轮硬度的选择上,我们建议在精磨时使用稍硬的砂轮以支撑磨削精度和粗糙度。但当工件材料的导热性差,易产生变形和裂纹时,如磨硬质合金等,应选取较软的砂轮。
除了上述指标外,还有其他一些指标需要考虑。由于直线导轨面多数是由弧面和斜面组合而成,因此磨削时采用圆周磨削或端面磨削是比较合适的。为了提高磨削效率,我们还可以使用多个成形砂轮及辅助磨头(磨侧平面)实现成形磨削,以及用组合成形砂轮一次磨出导轨面。虽然多砂轮成形磨削和组合成形砂轮磨削有很高的磨削效率,但立方氮化硼磨头的结构细至,适用于大批量生产中。
品牌:东巨
类别:成型研磨
型号:电镀结合剂
材质:立方氮化硼
是否定制:是
是否进口:否
产地:东莞
重量:350g
直径:15.5mm
宽度:10mm
壁厚:0.15mm
内孔:6mm
粒度:120#
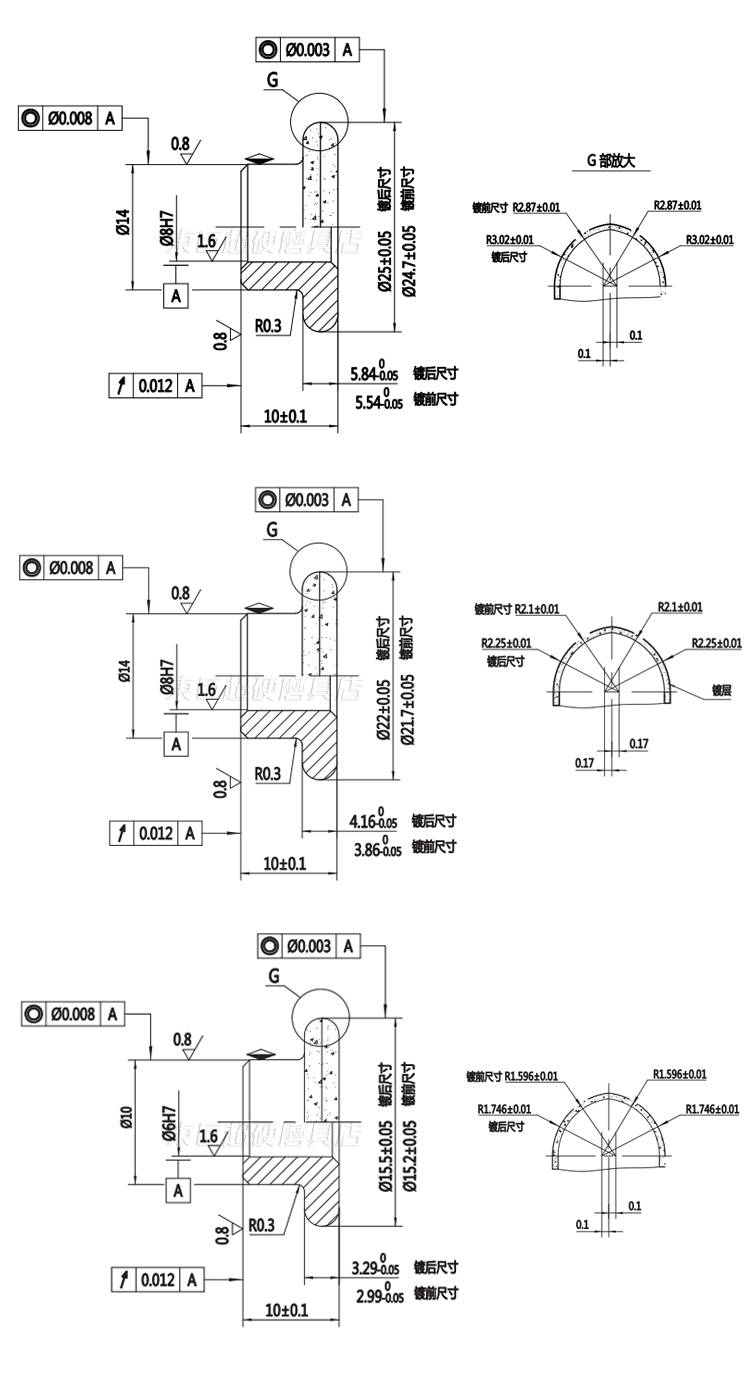
规格:15.5D*10T*3.29U*6H*2.5X*R1.6*R1.7
功能用途:导轨滑块成型磨削
适用范围:轴承沟道 导轨 滑块沟道磨
总之,电镀立方氮化硼砂轮是磨具中用量较大、使用面较广的一种磨具。使用时高速旋转,可对金属工件的外圆、内圆、平面和各种型面等进行粗磨、半精磨和精磨以及开槽和切断等,上手十分方便,且无需修整工艺。选择合适的砂轮,结合正确的磨削方法,能够提高磨削效率,提高加工精度,为生产制造提供更好的保障。









