




 企业特殊行业经营资质信息公示
企业特殊行业经营资质信息公示

测温三角锥为每盒30只装,整盒发货。请亲们每种型号拍30或30的倍数个。谢谢!
测温锥介绍
测温锥又叫测温三角锥,是一种高精度陶瓷烧成温度指示器。用于广泛测定耐火材料、化工料、磨具磨料、磁性材料、陶瓷等各种材料在烧结过程中的烧结温度。测温锥已有100多年悠久历史,对于世界陶瓷、耐火等事业的发展,有着不可磨灭功绩。
测温锥的型号
编号软化点℃编号软化点℃编号软化点℃编号软化点℃编号软化点℃
6060090900SK11150SK131390SK251630
6565092920SK21170SK141410SK261650
6767094940SK31190SK151430SK271670
6969096960SK41210SK161450SK281690
7171098980SK51230SK171470SK291710
737301001000SK61250SK181490SK301730
757501021020SK71270SK191510SK311750
797901041040SK81290SK201530SK321770
818151061060SK91310SK211550SK331790
838351081080SK101330SK221570
858551101100SK111350SK231590
888801121120SK121370SK241610
测温锥的用途
陶瓷产品生产中需要有效的温度测量,但多数测量手段或工具在时间和空间上均受到限制。而测温锥(测温环)可以确定什么时候烧制已经完全、或者窑炉是否提供了足够的热量保证陶瓷的熟化、或者窑炉中是否存在温度的差异、或者在烧制过程中是否有问题。测温锥(测温环)测定的烧制过程是温度和时间的综合效果。它为用户提供了直观的保证,确保烧制过程每天都一致,从而减少不必要的废料产出,提高生产率。
测温锥的使用说明
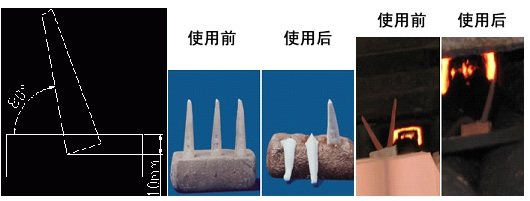
测温锥的变形会随着过程的进行而加快,在弯曲的早期,在60℃/小时的升温速率时10°的弯曲代表了温度变化5℃;而在升温的后期,10°的弯曲只是代表温度变化1℃。大部分的窑炉的顶部和底部之间是有温度差异的,温度差异的大小依赖于窑炉的设计、加热电阻的使用年限、窑炉中陶瓷制品的放置和分布。一般来说,窑炉有较大的温度差异,把测温锥放置在底部、中部和顶部的架上来测定在烧制过程中到底有多少温度差异,烧制后,仔细观察测温锥(测温三角锥)的情况:如果在底部的支架上,导锥只是弯曲了一半说明陶瓷烧制的温度偏低了半个热度;如果顶部架上的后备锥弯曲了一半,说明烧制过程偏高了半个热度,顶部和底部的温度确实存在温度差异。如果你发现了差异,改变陶瓷制品的放置方式来减小这种温度差异,增加一个向下的通风也会平衡窑炉内的温度差异。
在使用中,当窑炉放置产品时标准测温锥被放置在产品旁边;如果测温锥测量的目的是测量顶部与底部、边缘与边缘之间的温度差,因此测温锥必须放置在窑车的顶部、底部和边缘;如果温度是均匀的,目的是每一车,每一炉比较,必须将测温锥放置在窑车的同一位置。烧制结束后,测量测温锥弯曲的角度,比较好的效果是测温锥的弯曲角度要大于20°、但必须小于100°。对于大部分的质量控制来说,测温锥弯曲角度的测量得到的温度偏差在5°以内,是足够了。
正确选择测温锥的型号
在烧制过程中,时间和温度都会影响陶瓷的烧成和熟化,测温锥的弯曲正是反映了陶瓷的烧成和熟化。因此用户在选择适合自己窑炉的测温锥时一定要事先经过实验来找出适合本窑炉的测温锥。测温锥的锥号越大其弯倒时效温度就越高,从安全使用要求来规定,每次放置3个相邻锥号为一组,低号的为导锥;高号的为后备锥;中间锥号为烧制锥,温度应尽可能选择接近产品烧结的时效温度。烧结完成时,测温锥的直观反映为:低号锥全弯倒为警戒,中间号锥弯倒50°-90°为测定时效温度,高号锥略弯为指示。
加热速率会严重影响测温锥开始发生变形弯曲的温度、弯曲的速率、以及测温锥的终点温度(即测温锥的时效温度)。一般来说,测温锥加热速度越快,测温锥的变形弯曲温度也越高,测温锥的终点温度也随着加热速率的增加而增加。大部分的陶瓷的熟化是在烧制过程的后100℃内,测温锥的变形弯曲也是这样的。
由于大部分的烧制过程有一定的保留时间,有效加热速率必须说明保留时间这个变量。一般来说,用户可以通过陶瓷在烧制的后100℃阶段的总时间来计算有效加热速率;举例来说,假如窑炉的终点温度是1200℃,在1100℃升温至1200℃的过程中,耗时2.5小时;如果在1200℃保留1小时,然后从1200℃冷却至1100℃耗时0.5小时,因此在后的100℃内总的时间为4小时,由此有效升温速率为100℃除4即25℃/小时。如果知道了升温速率便可以将测温锥的弯曲角度转化为时效温度,我们由此可以测定窑炉或者窑炉车的温度差异。
保留时间也会影响测温锥的变形或弯曲,一般来说,烧制过程升温到一个平衡温度,然后在该温度停留1-2个小时,便必须提高测温锥一个热度号;停留4-10个小时,必须提高测温锥二个热度号;停留10-20个小时,则必须提高测温锥三个热度号。
影响测温锥变形弯曲的其他窑炉条件
氧化和还原气氛的含量在一定程度上会影响测温锥的变形弯曲;
固体燃料产生的灰尘落在测温锥上,可能会影响测温锥的变形弯曲;
火焰会使得测温锥顶端熔融,应避免将测温锥放置在火焰处或通风口;
过高的辐射热或测温锥附近的冷表面也会影响测温锥的变形弯曲,因此测温锥放置的条件应该与陶瓷制品一致

