




 企业特殊行业经营资质信息公示
企业特殊行业经营资质信息公示在选择斜度时,除遵循脱模斜度的设计原则外,要针对不同的情况进行相应的选择,下面通过十点进行介绍:
1、工程塑料塑件材料常用的脱模斜度α的值:PP、PE、PVC对应的脱模斜度α为30′~1°;PA、ABS、POM、PPO对应的 脱模斜度α为40′~1.5°;PC、PS、AS、PSF、PMMA 对应的脱模斜度α为50 ′~2°
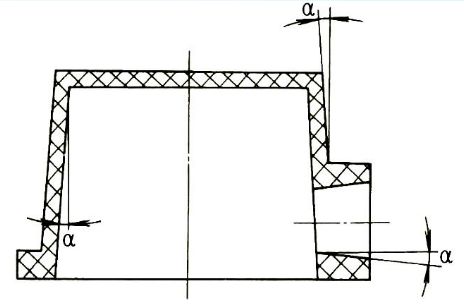
2、若塑件内外侧都有斜度,并要塑件留在型芯上,则内表面的斜度应小于外表面。反之,则应大于外表面的斜度。
3、由于塑料的收缩性,塑件的成型、加工性,一般塑件内表面的斜度应略大于外表面斜度。
4、塑件仅内侧有斜度,则塑件易留在型腔内,取件困难,必须设置顶出装置。
5、若塑件外侧有斜度,开模时塑件易留在型芯上,塑件应留在动模一侧,以便于脱模。
6、在塑件上有凸起或加强筋时,则单边应该有4°~ 5°的斜度。
7、对设计有凸台的塑件,则凸台必须设计斜度,斜度一般为1°-2°。
8、对深型腔的塑件,不但内外表面要有足够的斜度,而且要求内表面斜度要大于外表面。
9、箱体和盖类塑件,其斜度与塑件的高度H有关,若H<50mm,a=1.6°-1.9°,若H<100mm,a<0.9°。
10、塑件**小脱模斜度(°)

